全自動(dòng)高周波醫(yī)療袋熔接機(jī)使用說(shuō)明書(shū)
全自動(dòng)尿袋機(jī)為醫(yī)療用品(血袋��、藥袋、引流袋、尿袋)等相關(guān)產(chǎn)品生產(chǎn)的全自動(dòng)設(shè)備����,獨(dú)特設(shè)計(jì),特別適合醫(yī)療袋等相關(guān)產(chǎn)品的加工作業(yè)��,本機(jī)利用高周波加熱原理�����,使塑膠內(nèi)部分子產(chǎn)生極化現(xiàn)象而運(yùn)動(dòng)�����,相互碰撞產(chǎn)生摩擦而自身產(chǎn)生熱量,同時(shí)施加壓力����,從而達(dá)到使塑膠產(chǎn)品熔接熱合的目的���。
本機(jī)振蕩頻率27.12MHZ,符合國(guó)際工業(yè)波段的相關(guān)標(biāo)準(zhǔn)�,適合各地區(qū)使用�����,且輸出電力強(qiáng)大�,內(nèi)部配置有高靈敏度火花防護(hù)裝置��,有效保護(hù)產(chǎn)品和模具��。
1. 設(shè)備特性
2. 1生產(chǎn)操作方式
本機(jī)為全自動(dòng)設(shè)備,人員只須在料架上安裝PVC薄膜����,按動(dòng)設(shè)備啟動(dòng)按鈕���,則設(shè)備就會(huì)自動(dòng)完成,封邊�、切膜����、機(jī)頭自動(dòng)下降(延遲)����、熔接、定型��、上升����、拉片全部過(guò)程��,周而復(fù)始,操作簡(jiǎn)單安全�����,操作人員無(wú)需經(jīng)過(guò)特別培訓(xùn)���。
2. 2輸出電力的調(diào)節(jié)
本機(jī)采用低損耗的先進(jìn)第四代同軸振蕩器�,可以隨時(shí)因模具大小和產(chǎn)品材料厚度,同時(shí)配合相應(yīng)的時(shí)間設(shè)置��,調(diào)節(jié)相應(yīng)的輸出電力��。
2. 3保護(hù)裝置
過(guò)電流保護(hù):當(dāng)輸出電流過(guò)大���,超過(guò)設(shè)備的設(shè)定值(一般設(shè)定于1.5A)時(shí)���,設(shè)備內(nèi)部過(guò)電流保護(hù)裝置會(huì)自動(dòng)切斷高周輸出��,從而保護(hù)設(shè)備內(nèi)部的電子管和整流器不會(huì)因電流過(guò)大損壞。
火花保護(hù):在工作過(guò)程中���,如果上下模具間產(chǎn)生跳火現(xiàn)象���,設(shè)備內(nèi)部火花保護(hù)器會(huì)在跳火瞬間自動(dòng)切斷高周輸出�����,同時(shí)模具隨機(jī)頭自動(dòng)上升回到原位��,保護(hù)模具不會(huì)因跳火而損壞。
急停開(kāi)關(guān):在正常工作過(guò)程中,如果有緊急情況發(fā)生����,可以按動(dòng)急停開(kāi)關(guān)���,使設(shè)備停止動(dòng)作��,機(jī)頭自動(dòng)上升回到原位。
2. 4上升距離
本機(jī)內(nèi)設(shè)有一個(gè)三位電磁閥�����,可以根據(jù)產(chǎn)品的高度��,利用上升時(shí)間制��,隨意調(diào)節(jié)器節(jié)氣缸上升距離,以減少氣缸推出和退回的時(shí)間,提高生產(chǎn)效率����。
3.安裝說(shuō)明
3.1安裝位置
本機(jī)應(yīng)遠(yuǎn)離易產(chǎn)生高溫的物體�����,且避免安裝于潮濕����、易受雨水浸及灰塵等物侵襲的地方,以免引起內(nèi)部電子器件的損壞和漏電���。
由于設(shè)備內(nèi)部元器件(如變壓器、電子管�����、振蕩器)會(huì)產(chǎn)生一定的熱量��,應(yīng)選擇通風(fēng)條件良好的環(huán)境安裝設(shè)備���,如果必須將設(shè)備安裝于墻角�,應(yīng)與墻體保特至少15MM距離�����,以利于設(shè)備散熱���。
3.2電源供應(yīng)
本機(jī)電源:380V 3相4線(xiàn)�����;(具體請(qǐng)參考設(shè)備銘牌所示)
輸入電力14KVA�����,應(yīng)在設(shè)備外安裝40A空氣開(kāi)關(guān)與保險(xiǎn)絲;
注意:本設(shè)備必須安裝地線(xiàn),為策安全!
3.3氣源供應(yīng)
本機(jī)所有機(jī)械動(dòng)作需要壓縮空氣的推動(dòng)�,需配備至少3HP以上的空氣壓縮機(jī)�。氣壓的大小可以參照氣壓表顯示的讀數(shù)���,利用設(shè)備上的氣壓調(diào)節(jié)器調(diào)節(jié)器節(jié)�����,設(shè)備正常工作氣壓為5KGf/c㎡-7KGf/c㎡;
注意:調(diào)節(jié)時(shí)一定拔起調(diào)節(jié)旋鈕才能轉(zhuǎn)動(dòng)���,否則會(huì)損壞氣壓調(diào)節(jié)器。
3.4安裝電子管
3.4.1安裝振蕩電子管
本機(jī)配備的振蕩電子管型號(hào)為E3130RB����;拆開(kāi)設(shè)備下方機(jī)箱左右兩邊的防板��,手拿電子管的下方金屬散熱片,小心將電子管放入諧振腔內(nèi)部的陶瓷管座內(nèi)�����,調(diào)整方向�,使電子管的兩個(gè)燈絲管腳位置和諧振腔頂蓋上的兩條燈絲銅帶的位置對(duì)好,然后小心將燈絲銅帶用電子管上自配的螺絲固定于相應(yīng)的電子管燈絲腳上�;注意�����,在擰緊電子管燈絲螺絲時(shí),必須同時(shí)使用兩把10#的扳手���,一把扳手卡住電子管燈絲腳上下方的螺母,并且不能轉(zhuǎn)動(dòng)����;用另外一把扳手卡住電子管燈絲腳上方的螺母,均勻用力轉(zhuǎn)動(dòng)����,保證可靠緊固��,否則會(huì)損壞電子管;再把諧振腔頂蓋上方柵流銅圈上的銅片固定于電子管陶瓷上方與燈絲腳之間的金屬圈上
3.4.2安裝火花保護(hù)
本機(jī)配備的火花管型號(hào)為PL5557;拆開(kāi)設(shè)備后方的防板���,把火花管小心插入火花管座內(nèi)(注意:管座上有兩個(gè)孔的孔徑和另外的兩個(gè)孔的孔徑不一樣,請(qǐng)不要插錯(cuò),否則會(huì)損壞火花管);最后將火花保護(hù)線(xiàn)路板上的陶瓷屏極帽套入火花管頂上的屏頂上
3.5 人機(jī)界面特點(diǎn)
3.5.1、采用三菱伺服定位控制����,提高產(chǎn)品對(duì)位準(zhǔn)確性��。
3.5.2、采用三菱PLC�、臺(tái)達(dá)觸摸屏控制技術(shù)��,使機(jī)器參數(shù)設(shè)定,操作控制簡(jiǎn)易且準(zhǔn)確度高等特點(diǎn)���,符合人體工程要求。
3.5.3����、采用色標(biāo)傳感器及PLC控制方式�,使其自動(dòng)化程度高���,位置控制精度高�,更進(jìn)一步提高產(chǎn)品質(zhì)量。
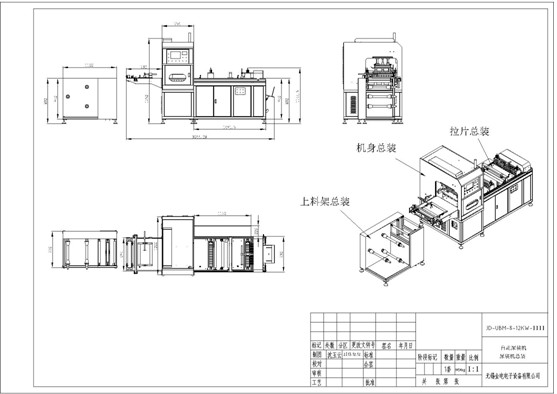
3.5安裝示意圖
4、功能說(shuō)明
4.1電源總制:設(shè)備總開(kāi)關(guān)�,向上撥動(dòng)為開(kāi)���,向下?lián)軇?dòng)為關(guān)��。
4.2壓力調(diào)節(jié)閥:用于調(diào)節(jié)主壓力的大小���,順時(shí)針旋轉(zhuǎn)為大���,反之則小��,一般在0.5-0.6MPa.
4.3��、電源開(kāi)關(guān):為控制電源啟動(dòng)開(kāi)關(guān)�����,置于OFF為關(guān),ON為開(kāi)�����。
4.4、高周:控制是否需要用高頻輸出,手動(dòng)調(diào)校時(shí)請(qǐng)選擇OFF。
4.5、急停:任意情況下,使設(shè)備終止一切工作狀態(tài)����,然后復(fù)原到待機(jī)狀態(tài)�����。
4.6、機(jī)頭上升:點(diǎn)動(dòng)時(shí),可以實(shí)現(xiàn)機(jī)頭點(diǎn)動(dòng)上升����,直至氣缸上位為止�,方便安裝調(diào)試模具��。
4.7���、機(jī)頭下降:點(diǎn)動(dòng)時(shí)��,可以實(shí)現(xiàn)機(jī)頭點(diǎn)動(dòng)下降,直至下降到限位為止,方便安裝調(diào)試模具����。
4.8�����、高周功率輸出量調(diào)節(jié):即VC調(diào)節(jié)����,順時(shí)針旋轉(zhuǎn)調(diào)節(jié),高周功率輸出量大直到達(dá)極限為止����,逆時(shí)針旋轉(zhuǎn)時(shí)�����,高周功率輸出量小,直至空載屏流���。
4.9、左退����、右進(jìn):為伺服運(yùn)行方向功能轉(zhuǎn)換旋鈕�����,左退為拉料伺服退料方向右進(jìn)為拉料伺服進(jìn)料方向。
4.10�、點(diǎn)動(dòng)拉料伺服運(yùn)行:手動(dòng)狀態(tài)下����,配合“左退,右進(jìn)”功能鍵伺服運(yùn)行��,將實(shí)現(xiàn)點(diǎn)動(dòng)手動(dòng)伺服拉片運(yùn)行操作�。便于拉片色標(biāo)追色調(diào)整及精準(zhǔn)對(duì)位。
4.11.牽引伺服左退、右進(jìn):手動(dòng)狀態(tài)下:逆時(shí)針旋轉(zhuǎn)時(shí)�����,牽引伺服進(jìn)行退料運(yùn)行���,順時(shí)針旋轉(zhuǎn)時(shí)���,牽引伺服進(jìn)行進(jìn)料運(yùn)行��。
4.12�、升降機(jī)上下:在手自動(dòng)狀態(tài)下�����,逆時(shí)針旋轉(zhuǎn)����,托盤(pán)架實(shí)現(xiàn)手動(dòng)上升���;順時(shí)針旋轉(zhuǎn)�����,接料架實(shí)現(xiàn)手動(dòng)下降���。
4.13��、蜂鳴器:當(dāng)托盤(pán)自動(dòng)運(yùn)行到下極限時(shí),蜂鳴器提示堆料已滿(mǎn)�。
4.14、計(jì)數(shù)蜂鳴器:計(jì)數(shù)報(bào)警計(jì)數(shù)達(dá)到時(shí)�,蜂鳴器提示報(bào)警���。
4.15����、屏流表:顯示高頻輸出時(shí)的電流����,有高頻時(shí)才有顯示。
5、操作說(shuō)明:
觸摸顯示屏介紹
在使用觸摸屏?xí)r請(qǐng)注意,不要隨便亂點(diǎn)擊�����,以免促使微電腦自身報(bào)警�����,如有出現(xiàn)卡屏��,請(qǐng)使用設(shè)備“電源開(kāi)關(guān)”鍵關(guān)閉電源,等待10s以后重新開(kāi)啟電源即可。下面介紹觸摸屏的主要功能。
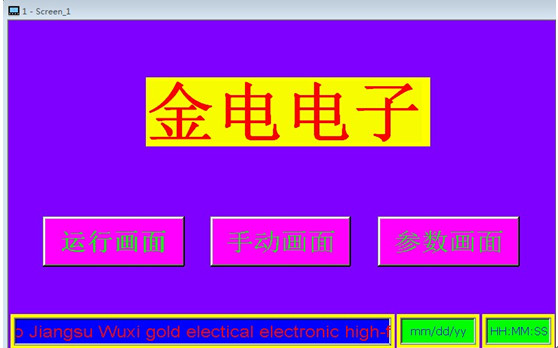
(一)首畫(huà)面。
1.當(dāng)開(kāi)始上電后就彈出此畫(huà)面�,介紹公司名稱(chēng)���。即初始畫(huà)面
<二> 運(yùn)行畫(huà)面:點(diǎn)擊“運(yùn)行畫(huà)面”按鈕進(jìn)入操作運(yùn)行畫(huà)面
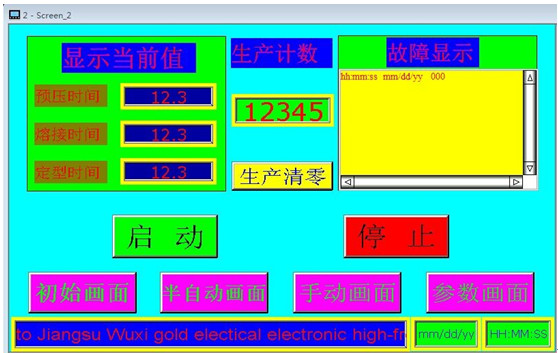
1.預(yù)壓時(shí)間:顯示機(jī)頭下降時(shí)間經(jīng)過(guò)值��。
2.熔接時(shí)間:顯示高頻熔接時(shí)間值。
3.定型時(shí)間:顯示高頻熔接結(jié)束后的保壓成型時(shí)間值
4.顯示生產(chǎn)總數(shù)量即總數(shù)清零復(fù)位���。當(dāng)實(shí)際生產(chǎn)數(shù)等于設(shè)定生產(chǎn)數(shù)時(shí)設(shè)備即自動(dòng)停止運(yùn)行。如需繼續(xù)生產(chǎn)需要按住生產(chǎn)清零鍵3S,使實(shí)際生產(chǎn)數(shù)歸零���。方可從新啟動(dòng)設(shè)備。
5.顯示運(yùn)行提示���。
6.啟動(dòng)按鈕: 在自動(dòng)狀態(tài)下啟動(dòng)設(shè)備工作運(yùn)行�����。
7.停止按鈕: 點(diǎn)擊停止按鈕在設(shè)備工作完一個(gè)工作循環(huán)下結(jié)束工作�。
<三> 手動(dòng)畫(huà)面。
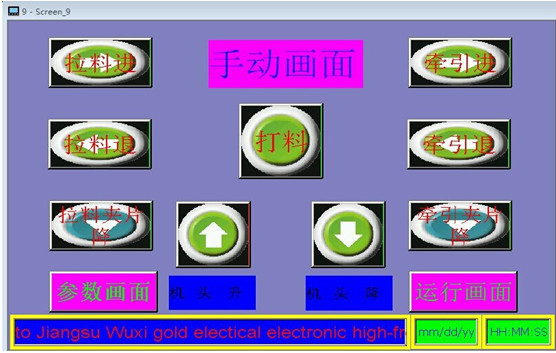
1 拉料進(jìn):拉料對(duì)輥往右邊進(jìn)料運(yùn)行。
2拉料退:拉料對(duì)輥往左退料運(yùn)行
3 牽引進(jìn):牽引對(duì)輥往右邊進(jìn)料運(yùn)行���。
4 牽引退:牽引對(duì)輥往左邊退料運(yùn)行。
5機(jī)頭上升:功能同機(jī)頭上升按鈕一樣。
6機(jī)頭下降:功能同機(jī)頭下降按鈕一樣��。
7打料:點(diǎn)動(dòng)此按鍵打料機(jī)構(gòu)動(dòng)作�����,打料時(shí)間的長(zhǎng)短可以在參數(shù)畫(huà)面內(nèi)設(shè)定�����。
8拉料夾片:點(diǎn)擊時(shí)使夾片松開(kāi),便于手動(dòng)放料、對(duì)模�����,同時(shí)才能實(shí)現(xiàn)手動(dòng)拉片伺服運(yùn)行�。
9牽引夾片:點(diǎn)擊“牽引夾片”使?fàn)恳龏A片動(dòng)作,便于手動(dòng)放料����,對(duì)刀����。
10定長(zhǎng)/長(zhǎng)度不定:顯示伺服拉片是定長(zhǎng)還是不定長(zhǎng)運(yùn)行�,當(dāng)在“長(zhǎng)度不定”時(shí)色標(biāo)才起作用。
11火花復(fù)位:當(dāng)在高周時(shí)出現(xiàn)打火后需按此按鍵才能使報(bào)警燈取消。
12清零:產(chǎn)量清零,需按3秒以上才能清楚�。
13生產(chǎn)計(jì)數(shù)設(shè)定:每次生產(chǎn)總量的設(shè)定����,完成所需供應(yīng)量�����,設(shè)備便自動(dòng)終止運(yùn)行。
14 生產(chǎn)計(jì)數(shù):實(shí)際生產(chǎn)中生產(chǎn)計(jì)數(shù)的過(guò)程�����,當(dāng)生產(chǎn)計(jì)數(shù)等于生產(chǎn)計(jì)數(shù)設(shè)定值時(shí)��,設(shè)備便自動(dòng)終止運(yùn)行��。
(四)參數(shù)畫(huà)面
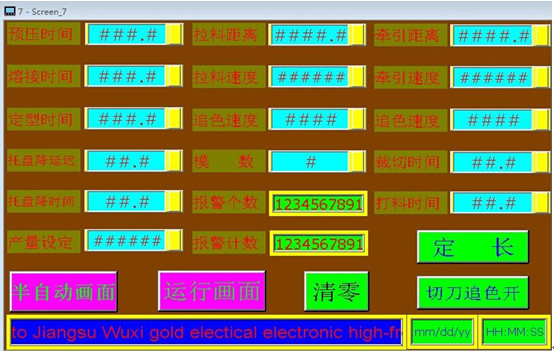
1 預(yù)壓時(shí)間:設(shè)備機(jī)頭自動(dòng)下降到位所需時(shí)間,單位為:s����,參考時(shí)間:0.3s
2熔接時(shí)間:設(shè)備在一定高周功率輸出量下�,能完美熔接產(chǎn)品的時(shí)間����,單位:s。
3定型時(shí)間:產(chǎn)品在高周熔接完成后��,仍然保持一定壓力���,使其完美的冷卻定型時(shí)間�,單位:s,參考時(shí)間0.3秒
4拉料距離:在“定長(zhǎng)”狀態(tài)下��,拉片長(zhǎng)度設(shè)定為單位產(chǎn)品的實(shí)際長(zhǎng)度�。在“不定長(zhǎng)”狀態(tài)下,拉片長(zhǎng)度設(shè)定為單位產(chǎn)品的實(shí)際長(zhǎng)度少于10mm��,拉片定長(zhǎng)值不到10mm時(shí)開(kāi)始跟蹤至超過(guò)定長(zhǎng)值20mm�,色標(biāo)能跟蹤上均正常,否則為不正常��。
5報(bào)警個(gè)數(shù):設(shè)置生產(chǎn)報(bào)警的個(gè)數(shù)����。
6報(bào)警計(jì)數(shù):報(bào)警計(jì)數(shù)的經(jīng)過(guò)值��,每達(dá)到設(shè)置生產(chǎn)報(bào)警的個(gè)數(shù)時(shí)報(bào)一次警�。
7 托盤(pán)延遲時(shí)間:產(chǎn)品堆積到一定高度��,其高度檢測(cè)器需檢測(cè)時(shí)間�����,避免切片時(shí)誤測(cè)�����,正常設(shè)定為0.5s。
8托盤(pán)降時(shí)間:當(dāng)堆料高度檢測(cè)后�����,接料架自動(dòng)下降的時(shí)間�,單位s,正常設(shè)定為0.6-0.8s
9 拉料速度:伺服控制以脈沖位置控制方式��,該設(shè)備伺服速度設(shè)定以脈沖數(shù)設(shè)為主�,在脈沖范圍內(nèi),設(shè)置脈沖數(shù)越多�,其拉片速度越快�����,反之則越慢,最大不能超過(guò)20000�����。
10模數(shù):高周一次熔接模具的個(gè)數(shù)�����,使切刀正常工作。
11清零:對(duì)報(bào)警計(jì)數(shù)進(jìn)行歸零操作。
12定長(zhǎng)/長(zhǎng)度不定:“長(zhǎng)度不定”為色標(biāo)追色控制,點(diǎn)擊此按鈕可實(shí)行定長(zhǎng)和不定自動(dòng)切換�,為自動(dòng)生產(chǎn)過(guò)程中控制方式的轉(zhuǎn)換功能鍵���。
13 牽引伺服距離:牽引伺服送料長(zhǎng)度����,即所切產(chǎn)品長(zhǎng)度�。“定長(zhǎng)”控制時(shí),設(shè)定距離為產(chǎn)品實(shí)際距離��?����!安欢ㄩL(zhǎng)”控制時(shí)��,設(shè)定為實(shí)際所需產(chǎn)品長(zhǎng)度少10mm即可。牽引伺服速度與拉料伺服設(shè)定相同����。
14切刀時(shí)間:即完成切刀一個(gè)動(dòng)作周期所需最短時(shí)間����,一般0.55s左右���。
15打料時(shí)間:設(shè)定打料時(shí)間的長(zhǎng)短�����。
16切刀追色開(kāi)/關(guān):選擇切刀追色開(kāi)啟或關(guān)閉����,當(dāng)關(guān)閉時(shí)為定長(zhǎng)追色�。
(五)故障顯示畫(huà)面:
高周熔接時(shí)出現(xiàn)打火現(xiàn)象就會(huì)彈出此畫(huà)面�。
在自動(dòng)狀態(tài)下選擇不定長(zhǎng)運(yùn)行時(shí),拉料色標(biāo)在一定的范圍內(nèi)沒(méi)有追到色就會(huì)彈出此畫(huà)面����,此時(shí)應(yīng)該將“手動(dòng)/自動(dòng)”轉(zhuǎn)換開(kāi)關(guān)選在手動(dòng)狀態(tài)下把料移到合適位置再啟動(dòng)���;或按下急停后拔起再啟動(dòng)��。
在自動(dòng)狀態(tài)下選擇不定長(zhǎng)運(yùn)行時(shí),牽引色標(biāo)在一定的范圍內(nèi)沒(méi)有追到色就會(huì)彈出此畫(huà)面�����,此時(shí)應(yīng)該將“手動(dòng)/自動(dòng)”轉(zhuǎn)換開(kāi)關(guān)選在手動(dòng)狀態(tài)下把料移到合適位置再啟動(dòng);或按下急停后拔起再啟動(dòng)。
當(dāng)急停按下時(shí)顯示此畫(huà)面����。
當(dāng)面板上的“手動(dòng)/自動(dòng)”轉(zhuǎn)換開(kāi)關(guān)在手動(dòng)狀態(tài)時(shí)按下“啟動(dòng)”按鈕就會(huì)提示手動(dòng)狀態(tài)不能自動(dòng)啟動(dòng)�。需在自動(dòng)狀態(tài)下按“啟動(dòng)”才能正常運(yùn)行�����。
當(dāng)切刀下面的升降電機(jī)碰到上位的行程開(kāi)關(guān)時(shí)顯示此畫(huà)面���,此時(shí)報(bào)警蜂鳴器響��。
當(dāng)切刀下面的升降電機(jī)碰到下位的行程開(kāi)關(guān)時(shí)顯示此畫(huà)面,此時(shí)報(bào)警蜂鳴器響。
(六)�����、生產(chǎn)工藝流程
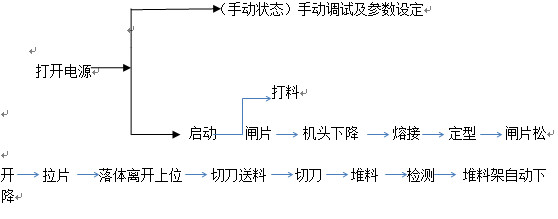
(六)��、生產(chǎn)工藝流程
6.保養(yǎng)說(shuō)明
6.1 請(qǐng)務(wù)必明白設(shè)備的具體操作程序,方可操作本設(shè)備�����;
6.2 在設(shè)備上模緊壓下模���,熔接動(dòng)作進(jìn)行時(shí)�����,請(qǐng)勿觸摸上極板或上模具��,以免燙傷;
6.3 設(shè)備水線(xiàn)接地銅片請(qǐng)保證可靠接觸下臺(tái)面板�,否則設(shè)備會(huì)有高周泄漏現(xiàn)象����;水線(xiàn)接地銅片與滑臺(tái)之間必須清潔��,不能有任何異物�����,否則會(huì)損壞接地銅片,如果損壞必須更換����;
6.4 在拆裝�、調(diào)試模具平行度時(shí)���,請(qǐng)關(guān)閉“高周開(kāi)關(guān)”和“自動(dòng)開(kāi)關(guān)”����;
6.5 開(kāi)機(jī)時(shí)���,先打開(kāi)設(shè)備下方機(jī)箱上的“總電源開(kāi)關(guān)”����,再打開(kāi)控制面板上的“電源開(kāi)關(guān)”,待電子管預(yù)熱至少5分鐘��,才能開(kāi)始熔接操作���,以保證和延長(zhǎng)電子管的使用壽命�;
6.6 關(guān)機(jī)時(shí),依次關(guān)閉控制面板上的“高周開(kāi)關(guān)”���、“自動(dòng)開(kāi)關(guān)”、點(diǎn)動(dòng)“下降”開(kāi)關(guān)��,讓上模下降�,緊壓于下模,再關(guān)閉控制面板上的“電源開(kāi)關(guān)”,待電子管冷卻至少5分鐘,再關(guān)閉設(shè)備下方機(jī)箱上的“總電源開(kāi)關(guān)”,最后斷開(kāi)氣源���;
6.7 本機(jī)由一個(gè)員工操作�����,其它無(wú)關(guān)人員請(qǐng)勿站立于設(shè)備旁,以免無(wú)意碰觸相關(guān)按鈕���,造成設(shè)備動(dòng)作,發(fā)生危險(xiǎn)���;
6.8 設(shè)備上嚴(yán)禁放置液體物品,以免滲入設(shè)備內(nèi)發(fā)生故障���;
6.9 嚴(yán)禁在開(kāi)機(jī)狀態(tài)下移動(dòng)本機(jī),否則有損壞電子管的危險(xiǎn)�����;
6.10本機(jī)使用時(shí)�,模具及塑膠產(chǎn)品應(yīng)保持清潔�,否則會(huì)產(chǎn)生跳火現(xiàn)象;
6.11操作時(shí)���,請(qǐng)勿上下模具或上下電極直接接觸,以免因短路而損壞設(shè)備元件�����;
6.12嚴(yán)禁操作員將身體任何部位置放于設(shè)備上下模具���、切刀��、各轉(zhuǎn)動(dòng)部件處�,以免壓傷或夾傷��;
6.13設(shè)備內(nèi)有高壓線(xiàn)路�����,維護(hù)修理時(shí)務(wù)必?cái)嚅_(kāi)電源,并且用導(dǎo)線(xiàn)或絕緣良好的螺絲刀對(duì)設(shè)備高壓陽(yáng)極釋放殘余電能,確保安全;
6.14 非專(zhuān)業(yè)維修人員,請(qǐng)不要拆開(kāi)設(shè)備防板�,企圖對(duì)設(shè)備進(jìn)行維修���,以免造成危險(xiǎn)����;
6.15加工一定數(shù)量產(chǎn)品后�,如果模具有灰塵及碳化物,應(yīng)以天那水(或酒精)擦洗;
6.16設(shè)備內(nèi)應(yīng)每月清理灰塵一次�����,特別是振蕩器內(nèi)的積塵����;
6.17設(shè)備活動(dòng)部位必須二至三個(gè)月加潤(rùn)滑油一次�,保證潤(rùn)滑及使用壽命;
6.18機(jī)器底部為冷卻風(fēng)機(jī)進(jìn)風(fēng)口���,請(qǐng)隨時(shí)注意清理雜物,否則會(huì)影響設(shè)備散熱而損壞電子管����;
6.19壓縮空氣的水分會(huì)存積于空氣過(guò)濾器的水瓶?jī)?nèi)���,每次使用前請(qǐng)排除水瓶?jī)?nèi)的積水���,以免損壞氣動(dòng)元件
公司名稱(chēng):無(wú)錫金電電子設(shè)備有限公司
公司地址:江蘇省無(wú)錫市八士鎮(zhèn)芙蓉工業(yè)園35號(hào)
聯(lián)系電話(huà):13914117969 黃保華
公司郵箱:jd@wxjindan.com
相關(guān)搜索:高頻熱合機(jī)以一股洪荒之力研發(fā)全自動(dòng)設(shè)備
引流袋���、導(dǎo)尿袋����、排尿帶領(lǐng)先實(shí)現(xiàn)全自動(dòng)高頻熱合技術(shù)
全自動(dòng)高頻機(jī)_高周波塑膠熔接機(jī)給醫(yī)療用品帶來(lái)福音